Leaderboard

Popular Content
Showing content with the highest reputation on 09/26/21 in all areas
-
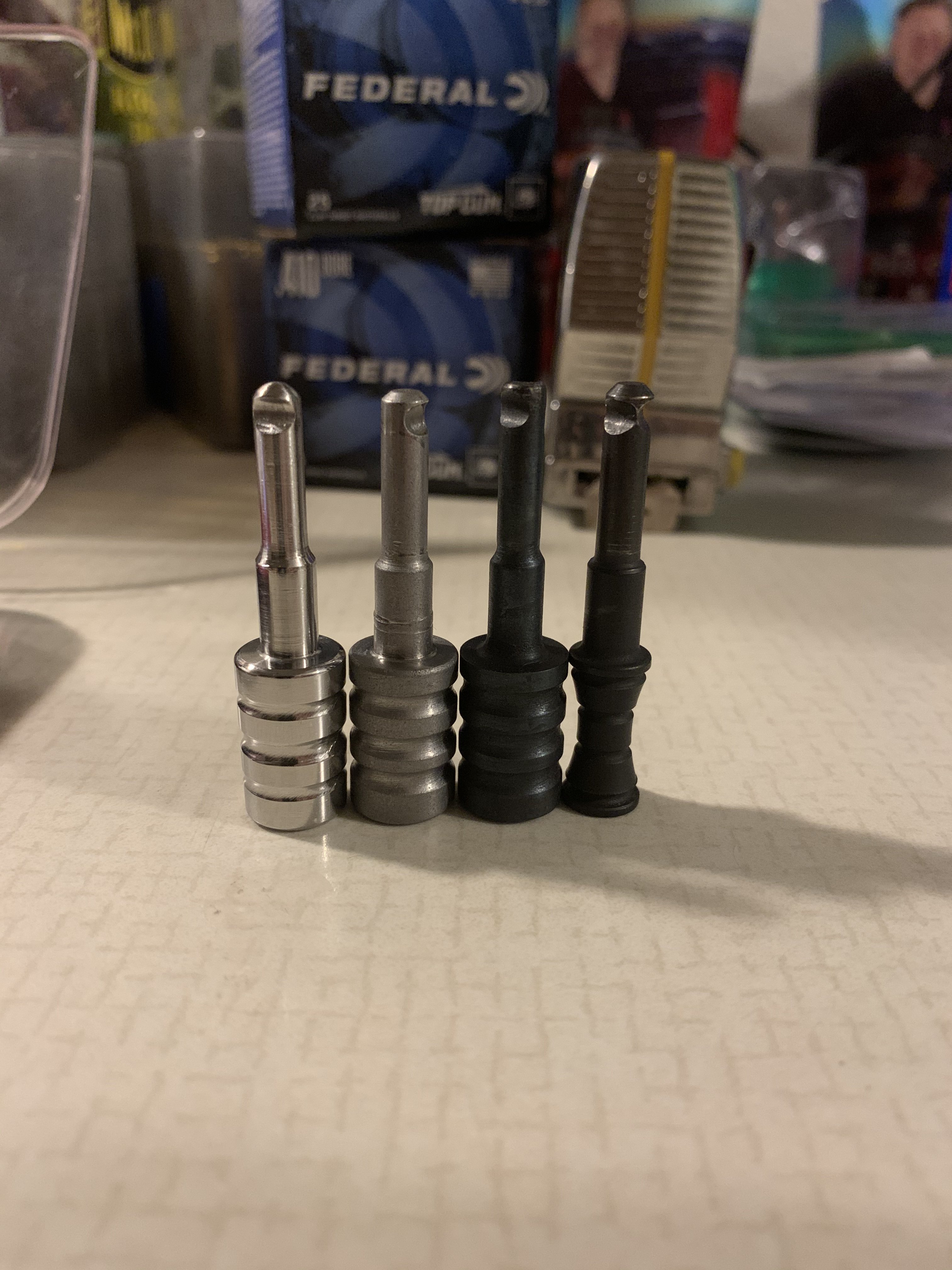
I didn’t really like the factory charging handle due to how skinny it was and the amount of play it had rotating and slop the “buttstock to muzzle direction”. I decided I could try to make my own on my mini lathe. First, I took measurements of all of the critical areas, or areas I thought were most important. On the first prototype, I discovered the most important measurement was the distance from the ball detent notch to the area where it tapered from .199” to .258”. On the 1st prototype, I made the notch too far down the shaft, causing the handle to be easily pulled out and or twisted since the ball was barley in the notch. The 1st prototype was also made from 4340. Didn’t like the idea of having to blue it and keep it oiled to keep it from rusting. The 2nd prototype and my final product were both machined out of 1/2” bar h900 17-4. Machined surprisingly well on my mini lathe using micrograin carbine tooling and medium speeds. The 4340 was almost too gummy and soft, and was chipping edges of my tools, which is probably due to lack of machining experience. Had zero tools break or chip while using the 17-4. Since I was making my own, my main goal was to eliminate play, and make the handle between .400” and .500” in diameter. The 2nd prototype was .500” in diameter and had zero play. Was machined from 17-4 as previously mentioned. My goal was to get a close match with the titanium cerakote by stone washing. (I literally used stones off of a dirt road and put them in a water bottle. Wrapped water bottle in socks, and had it go through the dryer’s tumble/no heat mode for about 8 hours. Came out looking really good, but didn’t match.) The handle was also heavier than I wanted it to be. I figured if the handle was too heavy it would cause feeding issues when using lighter loads. The main reason it was too heavy was because I only used a 5/16” drill, meaning there was about .094” of wall thickness. Way thicker than needed, especially while using such a strong steel. While this handle was heavier than the stock one by a decent margin, had no issues cycling what I’d consider medium target loads through my benelli m4, which only had around 50 rounds of buckshot through it at that point. With the 2nd prototype installed, I shot 50 fiochhi target loads, 30 Federal LE slugs, and 50 rounds of Winchester SuperX buckshot with 0 malfunctions which surprised me due to how heavy it was. My final product weighed a good amount less due to the handle being around .450” in diameter and me using an 11/32” bit. This made wall thickness somewhere around .055”. Still more thick than necessary for what this is being used for. Since the stonewash didn’t have the effect I was looking for, I figured I’d give it a decent polish to match the TT lifter I have on my gun. I really like the look, and the polishing didn’t make it any more slick than the stonewash finish. I also rounded the end of the handle making insertion easier than previous designs. Also makes marring the finish on the barrel less likely when using the handle to disassemble the piston assembly. As you can see by the pictures, I only put one notch on the charging handle. I don’t know why the factory one has three notches, but that is one of the things that causes the handle to have slop. Using only one notch made the handle really tight and have zero slop in any direction, while also still being easy enough to remove by twisting and pulling. I also made the smallest diameter part of the shaft +.002” compared to the factory .199”. This eliminated the “front to back slop” I mentioned. If anyone is interested in the measurements I used, send me a DM and I’ll send you a picture of my drawing I made of the factory handle and it’s measurements and my handle and it’s measurements. Thanks for reading, Bryce




 2 points
2 points -
Do you plan on making anymore of these? If so how much and then... LOL! ?2 points
-
BENELLI M4 NP3 plated and practically new.. Just about every part on this shotgun has been NP3 plated. 7 Round magazine tube 922r compliant with many upgrades. Not cerakoted. This M4 was shot 100 rounds for break in and was then sent in to Wright Armory to be NP3 plated inside and out. After NP3 treatment it's seen only 21 rounds to test for proper function. There are some minor handling marks that would be expected, from the hand guards, a little on the lifter and where the barrel fits into the receiver. Other than that, very, very clean. 3-position recoil tube which is also fully NP3 plated. The original factory H2O's were NP3 plated but this is another lever. More parts have been NP3'd here than in the factory 11711. The Argo gas system inside and out chamber tang etc. 922r compliance is achieved through a 7 round Carrier Comp titanium magazine tube, Carrier Comp US Made Follower and an A&S Trigger Housing. What's wrong with it? Nothing, she runs like a beaut a dream to shoot. I've just decided to start over and go back to an OEM Benelli M4. My preference that's all. Comes with OEM choke from the factory. I have plenty of photos if you want to see more let me know. Any questions ask away. Consider the base cost of a M4, upgrades and $1,000+ for NP3 plating, it's all there. Not to mention a several month wait time to have the NP3 plating done. Upgrades: GG&G Bolt Release TTI Charging Handle TTI Oversized Safety A&S Trigger Housing US Made (922r) A&S Reduced Effort Safety Spring Scalarworks Sync Mount (Ready to top with RMR or SRO of your choice. NP3 fasteners included with Scalarworks bit and instruction card) Benelli OEM Night Sights (Still fresh with tons of life! Bought and installed last year) Carrier Comp US Made Muted 7 Round Magazine Tube with Wolf Spring (922r) Carrier Comp US Made Follower (922r) Noveske QD Sling Mount NP3 Plated IWC Light/Sling Mount Slight bevel work to loading port. Very modest, not opened up like 3 gun style. Helps with loading doubles. $4,200 Shipped to your FFL or OBO (reasonable offers please) Payments accepted: USPS Money Order, PP F&F or add 3.5% if doing PayPal goods & Services. (Discreet no notes/comments). Venmo is also accepted but add 2% if your prompted to use goods and services. Also, discreet Venmo comments if required (something that doesn't indicate a good or service). Major Bank Cashier's check or Certified Bank Checks accepted but will require hold time.


 1 point
1 point -
Just ordered a raw titanium charging handle. I was holding out for the black ones to be back in stock, but I can get it coated locally. I understand these small production runs done by small companies can be costly with small profits margins. Much appreciation and respect for tackling such projects.1 point
-
ScalarWorks and RMR is the best I’ve tried thus far. It just works1 point
-
RX, as a consumer, I really appreciate your openness and explanations for design choices. It's easy for one to sit here and say I'd do it this way, but when referring to bolt weight for instance, I wouldn't have thought of that until a product I would make (if I had the skills), didn't work. I wish more companies were like this. ?1 point
-
I went with the Scalarworks Leap mount with the Trijicon SRO. I can still use factory sight if the red dot fails and I liked how much faster I can find the red dot on the SRO. This setup is very forgiving on the cheek as well.




 1 point
1 point










This leaderboard is set to New York/GMT-04:00