RxArms
-
Posts
411 -
Joined
-
Last visited
-
Days Won
124
Everything posted by RxArms
-
Lots of plastic on there. Honestly a plastic tube cover on the mag tube that holes the whole gun together… I don’t get all the plastic parts beretta chose to go with. it would be a much better quality firearm if they increased the Price $100 and used metal components. No field stripping without tools either with that clamp on the end.
-
Singuard does good work I also had a pair done.
-
To be honest I slap my bolt release tab a lot because it’s…. Fun. Never had any problems with the OEM handguard and my bolt release being slapped to release the bolt. some differences are mine is 1075 spring steel at 45RC. Those other speed bars are 4140 at 30 Rockwell or so. Big difference in stiffness.
-
This is why I use a hardened stainless steel tang combined with a titanium handle. best of both worlds.
-
Interesting I thought it would be more complicated due to the taper that is present. Might be a good option for OP then with the right gunsmith of course.
-
Not only do you have to think about the sights but also the front barrel ring. Both of these items are made for the thickness of the barrel at the front. Not the middle.
-
Cutting an 18 to a 14 is not a great way to go. The design of the barrel is such the OD increases at the end where the sights are, if you cut it down the OD will not be nearly as thick at the new end.
-
Dragging this thread up from the abyss. i bought another boxed 70085 pistol grip and buttstock assembly for the M4. The comb has Philips screws on it! I’ve never seen this, this is a brand new assembly. question is, is Benelli now using Phillips screws alongside Allen hex screw? Anyone else recently have a new buttstock with Philips screws on it?
-
Hey All, I'm developing quite a few products this year, and one of them is a half moon rear sight to give a much more open sight picture when cowitness with an integral mount. (which I am also developing for the RMR and T2 footprints). I just wanted to get some general feedback on the idea, and an idea for the demand on such a product. If you are interested, you can join the waitlist here, which will give me a good tally on demand.

-
I have some under production, will be taking a portion of the mag extensions and doing titanium cerekote. But I’m 2 months out.
-
Mods please ban this spammer!
-
I offer a cheek riser comb spacer if you are interested In mounting your optic on the picatinny, and if you want to keep your current setup. You can find it at rxarms.com
-
Not sure of the value but to answer your question, anything made before 2020 Is better than new imo.
-
Thanks for the votes, it helps greatly with product surface finish planning.
-
Are you just wanting the option of the picatinny?
-
I’m glad you like it! Let me know how the install goes. -Robb
-
Unfortunately I can’t change the poll now, but that would have been a good idea!
-
Looking for some data points on how many people own Black vs H2O Benelli M4. would love your input if you can! Will help me guage which finishes to put on future products.
-
If you have a pre 2020 Benelli m4, then a titanium cerekote SHOULD be okay. Anything after 2020 Benelli new buttstock have slightly tighter tolerances, and I do not think cerekote will work. but be prepared for cerekote to cause too much surface buildup to make the tube unusable. to answer your question I will not be offering this item in NP3.
-
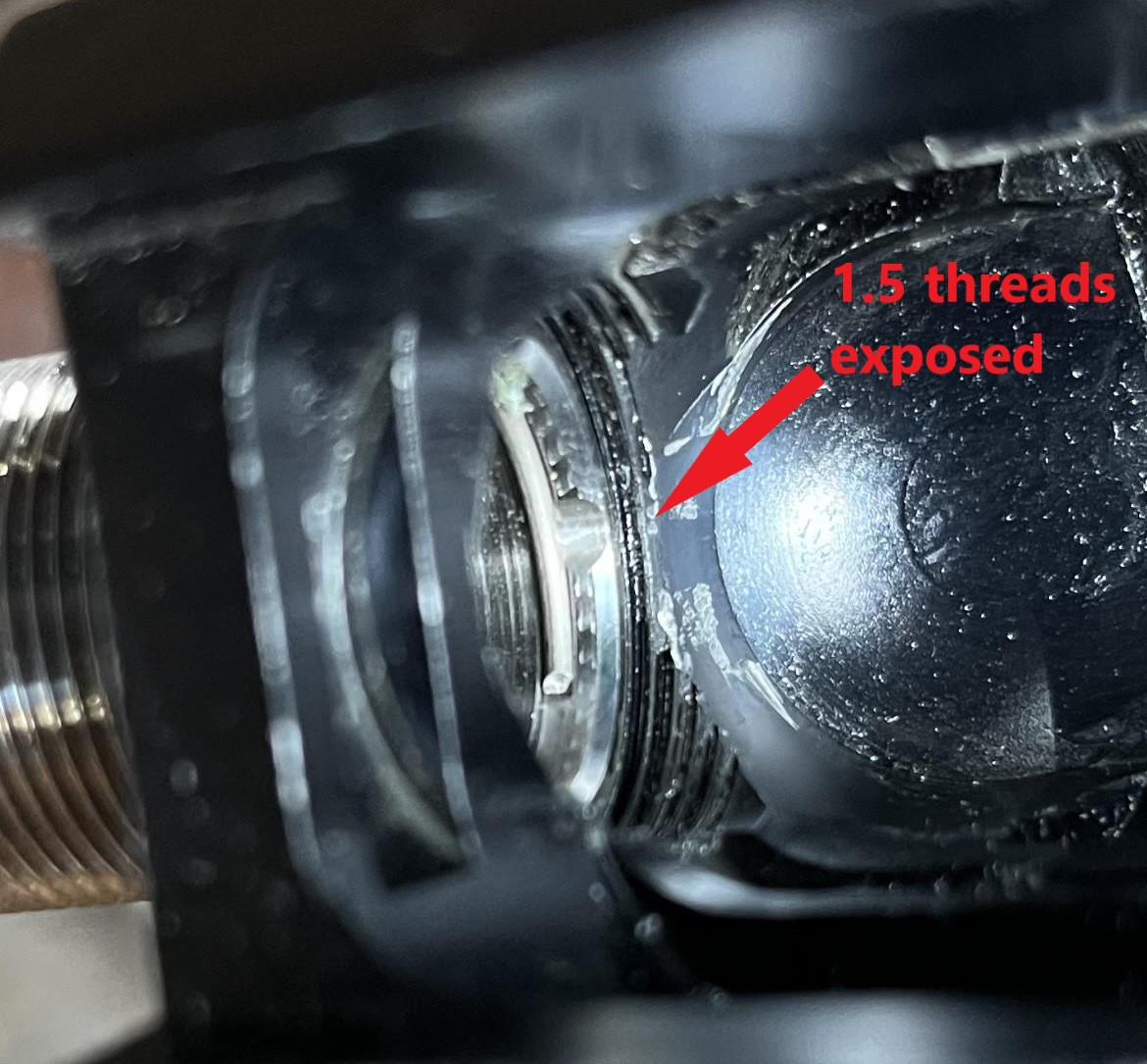
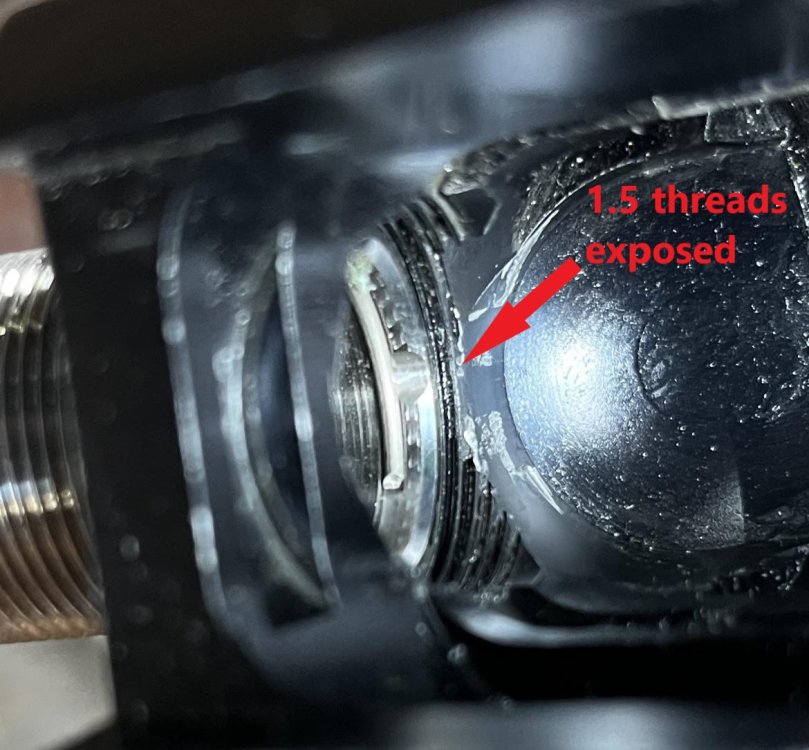
I have mentioned this in the instructions on my website, but wanted to make a note here. The Rx 6 position tube should be installed leaving around 1.5 threads exposed in the reciever. In my experience this is how OEM looks before it is removed. And my tube is designed for this.
-
I was thinking the same thing!
-
These arrived today, and are in stock. I changed it to 5mm intervals for more fine tuning. 5mm, 10mm, 15mm, 20mm and 25mm. Thanks!
-
I think another cool gift idea would be a custom cerekote job on his M4 depending on where he served in the military, you could design it after that. heres an example

-
I’ll have my 6 position recoil tube in stock next week if that is what you’re looking for! you can check it out at rxarms.com
-
So I have been doing more digging into the ATF Form 6 exemptions. I have previously thought I understood the terms. I've been under the understanding that a form 6 exemption is granted for Benelli M4 accessories and parts that are $100 and less, under point 4, sub section 3 which reads: “Minor components and parts for Category I(a) and I(b) firearms except barrels, cylinders, receivers (frames) or complete breech mechanisms, when the total value does not exceed $100 wholesale in any single transaction.” Under Category I(a) and I(b) firearms it states the following: a. Nonautomatic and semiautomatic firearms, to caliber .50 inclusive, combat shotguns, and shotguns with barrels less than 18 inches in length, and all components and parts for such firearms. I have always assumed that the Benelli M4 was considered a combat shotgun, however, with further digging I have learned that the ATF classification for the Benelli M4 is a "Sporting Shotgun" as it is imported into the USA with the standard stock and magazine limiter installed. So every Benelli M4 that is imported into USA and sold to civilians is a "sporting shotgun" and not a "Combat Shotgun". This lead me to read further down the Form 6 Exemptions list, point 6 which reads: Sporting shotgun parts other than firearm frames or receivers or barrels. [are exempt from Form 6] __________ So, what I take away from this is that all parts and accessories that are imported into the USA (from Canada for example) for the Benelli M4, which is a sporting shotgun, are exempt from filing a Form 6, regardless of the dollar value for the purchase (of the parts or accessories). Is there any reason to think that this line of thought is incorrect?
-
- 3
-

-